
 English
English Español
Español عربى
عربىEl molde para vasos de plástico de espacio delgado representa una innovación ...
-

+86-15068654601
-

No.62 Zhao Feng Road, Huangyan, Taizhou, Zhejiang, China
+86-15068654601
No.62 Zhao Feng Road, Huangyan, Taizhou, Zhejiang, China
Numeración de cavidades y patrones de disposición de cubiertos.
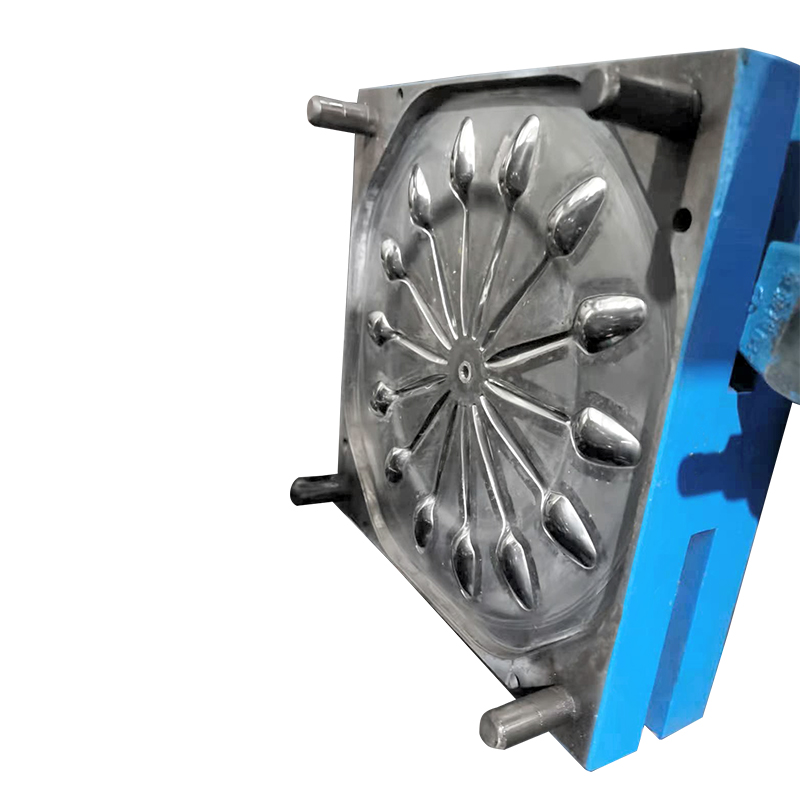
Moldes para cubiertos multicavidades producir múltiples tenedores, cuchillos o cucharas en un solo ciclo de inyección. El número de cavidades suele oscilar entre 8 y 64, según el tamaño de la pieza y la fuerza de sujeción de la máquina. Una cuchara de 150 mm de longitud requiere un área proyectada de 10 a 15 cm². Un molde de 48 cavidades para este tipo de cucharas tiene un área total proyectada de 480 a 720 cm², lo que requiere una fuerza de sujeción de 250 a 450 toneladas (calculada en 0,5 a 0,7 toneladas/cm² para el polipropileno). La disposición de las cavidades sigue dos patrones. Las disposiciones lineales colocan cavidades en 2 a 4 filas a lo largo de la longitud del molde, adecuadas para cubiertos con perfiles rectos. Las disposiciones radiales o en estrella colocan cavidades alrededor de un bebedero central, lo que reduce la variación de la distancia del flujo entre cavidades pero complica la eyección. La distancia entre cavidades adyacentes se mantiene entre 35 y 50 mm para permitir la colocación del canal de enfriamiento. Los moldes con una separación entre cavidades inferior a 35 mm muestran una variación de temperatura de 8 a 12 °C en toda la cara del molde, lo que provoca un llenado desigual.
Diseño de sistema de canales para llenado uniforme.
Todas las cavidades en un molde de múltiples cavidades deben llenarse casi al mismo tiempo y presión. Un sistema de canales equilibrado logra una variación del tiempo de llenado inferior a 0,1 segundos entre la primera y la última cavidad. En el caso de los moldes para cubiertos, las secciones transversales de las guías son trapezoidales o redondas. Los canales redondos (diámetro de 4 a 8 mm) ofrecen una menor caída de presión, pero requieren mecanizado en ambas mitades del molde, lo que aumenta el costo. Las guías trapezoidales (ancho de base de 6 a 10 mm, profundidad de 3 a 5 mm) se mecanizan solo en una mitad. La longitud del canal desde el bebedero hasta cada cavidad se mantiene igual; si la simetría geométrica es imposible, se ajustan los diámetros de los canales. Una cavidad 50 mm más alejada del bebedero recibe un diámetro de canal entre 0,5 y 1,0 mm mayor para compensar. La simulación de flujo por computadora (Moldflow o similar) predice el desequilibrio de llenado. Para un molde de cuchara equilibrado de 32 cavidades, la simulación de flujo muestra una variación de la presión de la cavidad del 2 al 5 % en todas las cavidades. Un molde desequilibrado puede mostrar una variación de presión del 15% al 25%, lo que resulta en disparos cortos en algunas cavidades y rebabas en otras.
Tipo de puerta y ubicación para perfiles de cubiertos finos.
Las piezas de los cubiertos tienen un espesor de 1,5 a 3,0 mm en el mango y de 0,5 a 1,5 mm en el cuenco o las púas. La compuerta, por donde el plástico fundido ingresa a la cavidad, debe ubicarse de manera que evite la tensión inducida por el flujo en secciones delgadas. Los tipos de compuertas comunes para moldes de cubiertos de cavidades múltiples incluyen compuertas de borde (de 2 a 4 mm de ancho, de 0,8 a 1,5 mm de espesor) ubicadas en el extremo del mango y compuertas de abanico (de 6 a 12 mm de ancho, que se estrechan a 0,5 a 1,0 mm) para cucharas con cuencos anchos. Las puertas de túnel (puertas submarinas) se utilizan para la desconexión automática; la compuerta se corta cuando se abre el molde, eliminando un paso de recorte separado. La puerta de un túnel requiere una abertura de 0,8 a 1,2 mm de diámetro en un ángulo de 30 a 45 grados. La ubicación de la compuerta debe evitar el área de los dientes de las horquillas (donde el espesor cae a 0,5–0,8 mm) porque el calentamiento cortante en la compuerta puede elevar la temperatura de la masa fundida localmente entre 15 y 30 °C, provocando marcas de quemaduras. En un molde de horquilla de 48 cavidades, la colocación de la compuerta en el extremo del mango, a 10-15 mm del cuello de la horquilla, produce un flujo aceptable. Colocar la compuerta a menos de 8 mm de las púas aumenta las tasas de rechazo del 2% al 8-12%.
Sistema de expulsión para moldes de cubiertos de alto número de cavidades.
Los moldes para cubiertos de múltiples cavidades requieren sistemas de expulsión que retiren todas las piezas simultáneamente sin distorsión. Los métodos de expulsión incluyen placas extractoras, pasadores expulsores y chorro de aire. Las placas extractoras (una placa móvil que empuja las piezas fuera del núcleo) se prefieren para cubiertos finos porque distribuyen la fuerza de expulsión de manera uniforme. Una placa extractora engancha los cubiertos en el perímetro del mango (ancho de contacto de 2 a 3 mm). Los pasadores eyectores (de 1,5 a 3,0 mm de diámetro) se utilizan cuando la geometría de la pieza impide una placa extractora. Para un molde de cuchillas de 64 cavidades, se disponen en filas de 64 a 128 pasadores expulsores. El retorno del pasador eyector debe controlarse positivamente; El retorno por resorte no es confiable por encima de 32 cavidades. Las placas eyectoras hidráulicas o neumáticas con limitadores de carrera (carrera de 10 a 20 mm) son estándar. La expulsión de aire (aire comprimido de 0,4 a 0,6 MPa aplicado a través de las ventilaciones del núcleo) ayuda a liberar piezas con contornos profundos. Una combinación de placa extractora y expulsión de aire reduce el tiempo del ciclo entre 0,5 y 1,0 segundos en comparación con los pasadores expulsores solos porque los pasadores dejan marcas testigo que requieren posprocesamiento para algunas calidades de cubiertos. Para cubiertos médicos o que entran en contacto con alimentos, las marcas testigo de los pasadores expulsores son aceptables siempre que la rugosidad de la superficie permanezca por debajo de Ra 0,8 µm.
Desglose del tiempo de ciclo para moldes de alta cavidad.
Un molde para cubiertos de múltiples cavidades que funciona en una máquina de moldeo por inyección sigue un ciclo repetitivo de cinco fases. Para un molde de cuchara de polipropileno de 48 cavidades, los tiempos típicos son: cierre del molde (0,5 a 1,0 segundos), inyección (1,5 a 3,0 segundos dependiendo del peso del disparo; 200 a 500 gramos para 48 cucharas), mantenimiento de la presión (1,0 a 2,0 segundos), enfriamiento (6 a 12 segundos, la fase dominante) y apertura/expulsión del molde (0,5 a 1,5 segundos). El tiempo total del ciclo oscila entre 9,5 y 19,5 segundos. En el extremo inferior (9,5 segundos), la producción es de 48 cucharas × 360 ciclos por hora = 17.280 cucharas por hora. En el extremo superior (19,5 segundos), la producción es de 8.860 cucharadas por hora. La fase de enfriamiento ocupa entre el 60 y el 70% del ciclo total. Reducir el tiempo de enfriamiento en 2 segundos aumenta la producción en aproximadamente un 20 % para una línea base de 10 segundos. El tiempo de enfriamiento está determinado por el espesor de la pared de la pieza; un mango de 2,0 mm requiere de 8 a 10 segundos de enfriamiento; un recipiente de 1,0 mm requiere de 4 a 6 segundos. La sección más gruesa dicta el tiempo mínimo de enfriamiento.
Medición de consistencia entre partes.
Los moldes de múltiples cavidades inevitablemente producen ligeras variaciones entre las cavidades debido a diferencias en la ventilación, el enfriamiento y la resistencia al flujo. El control de calidad mide estas variaciones mediante muestreo sistemático. Un protocolo estándar requiere tomar una pieza de cada cavidad cada 4 a 8 horas de producción. Estas 48 piezas (para un molde de 48 cavidades) se pesan individualmente. Para cucharas de polipropileno de 200 mm de longitud y 2,0 mm de espesor máximo, la variación aceptable de peso entre cavidades es ±1,5% de la media. Un molde que produce piezas con una variación de peso superior al ±2,5% requiere investigación. Las causas comunes de variación incluyen: respiraderos bloqueados en cavidades específicas (un respiradero de 0,01 mm obstruido con residuos de plástico aumenta la resistencia del llenado entre un 20 y un 30 %), bloqueo del canal de enfriamiento (una temperatura de la cavidad 1 °C más alta reduce el peso entre un 0,2 y un 0,5 %) o una compuerta dañada (la erosión de la compuerta aumenta el diámetro en 0,2 mm, lo que aumenta la tasa de llenado y el peso de la pieza entre un 1 y un 2 %). Después de la reparación, el molde debería volver a tener una variación de ±1,5%. Un molde que supera el ±3,0 % de variación normalmente muestra una tasa de desperdicio entre un 5 % y un 10 % más alta porque las piezas de las cavidades de bajo peso están incompletas y las piezas de las cavidades de alto peso tienen rebabas.
Gestión del desgaste en moldes de cuchillería de alta cavidad.
Los moldes de cavidades múltiples producen millones de ciclos antes de ser reemplazados. Un molde típico para cubiertos desechables está diseñado para entre 5 y 10 millones de ciclos. El desgaste ocurre en cuatro lugares. El área de la compuerta experimenta erosión debido al derretimiento de alta velocidad (200 a 600 m/s en la restricción de la compuerta). Después de 2 a 3 millones de ciclos, las dimensiones de la compuerta aumentan entre 0,1 y 0,2 mm, lo que aumenta el peso de la pieza entre un 2 y un 5 % en las cavidades afectadas. Los casquillos de la compuerta hechos de acero para herramientas (dureza 58–62 HRC) o carburo de tungsteno extienden la vida útil de la compuerta a 5–8 millones de ciclos. La línea de separación (donde se unen las mitades del molde) se desgasta debido a la fuerza de sujeción y la rebaba plástica. Un desgaste de 0,03 mm en la línea de separación reduce la efectividad de la sujeción, permitiendo que se forme rebaba. Las superficies de la línea de partición están nitruradas (0,05 a 0,10 mm de profundidad, dureza superficial de 60 a 65 HRC) para resistir el desgaste. Después de 4 millones de ciclos, el reafilado de la línea de separación restaura la planitud dentro de 0,01 mm sobre la cara del molde. Las superficies del núcleo y de la cavidad de los cubiertos, en particular los dientes de los tenedores y los cuencos de las cucharas, requieren pulido después de 3 a 5 millones de ciclos porque la rugosidad de la superficie aumenta de Ra 0,1 µm a Ra 0,4–0,6 µm, lo que provoca que las piezas se peguen. Los pasadores eyectores se desgastan en la cabeza del pasador y en el orificio guía; Se recomienda reemplazar el pin cada 2 millones de ciclos. Un molde con una gestión adecuada del desgaste mantiene tasas de rechazo por debajo del 2 % durante su vida útil de 8 a 10 años.

El molde para vasos de plástico de espacio delgado representa una innovación ...

Nuestro molde para cajas de plástico para alimentos/bebidas está meticulosame...
En el ámbito de las soluciones de almacenamiento de muebles de plástico, nues...

En el ámbito del diseño de muebles contemporáneos, el taburete de ratán de pl...
Taizhou Huangyan Edge Mould Co., Ltd.
Teléfono: +86-15068654601
Correo electrónico: [email protected]
Dirección: No.62 Zhao Feng Road, Huangyan, Taizhou, Zhejiang, China
Derechos de autor © Taizhou Huangyan Edge Mould Co., Ltd. Todos los derechos reservados.