
 English
English Español
Español عربى
عربىEl molde para vasos de plástico de espacio delgado representa una innovación ...
-

+86-15068654601
-

No.62 Zhao Feng Road, Huangyan, Taizhou, Zhejiang, China
+86-15068654601
No.62 Zhao Feng Road, Huangyan, Taizhou, Zhejiang, China
un máquina de moldeo por inyección es un conjunto complejo de varios sistemas clave que trabajan juntos para convertir pellets de plástico en bruto en piezas terminadas. Comprender estos componentes es fundamental para comprender el funcionamiento de la máquina.
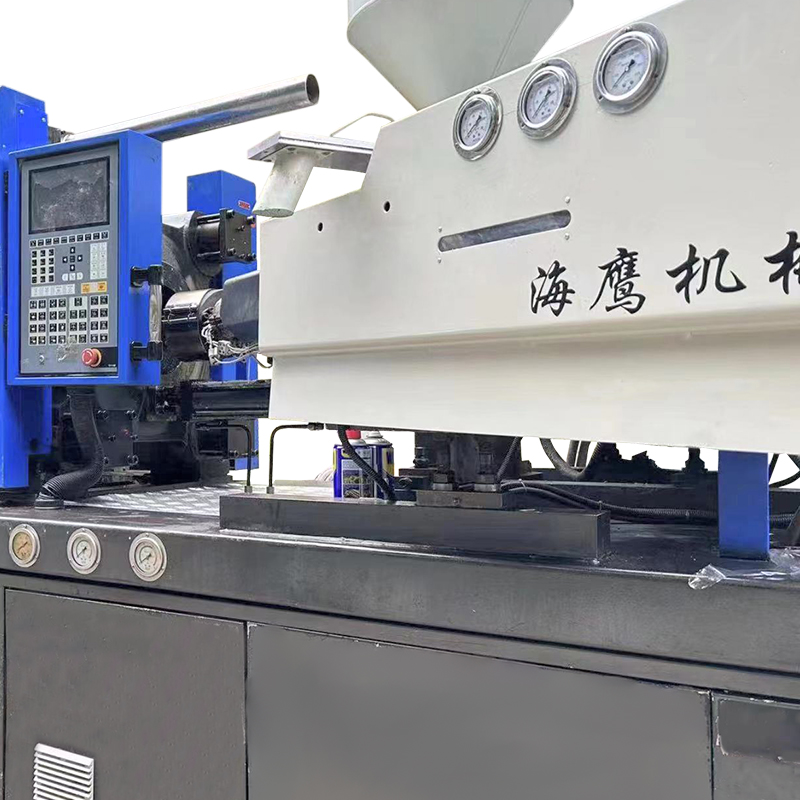
Unidad de Inyección: Es la parte de la máquina encargada de fundir e inyectar el plástico. Sus principales subcomponentes incluyen:
Tolva: Un recipiente grande en la parte superior de la unidad de inyección donde se cargan los gránulos de plástico (y a veces colorantes o aditivos). La gravedad alimenta el material desde la tolva al barril.
Barril: Cilindro largo y calentado a través del cual se transporta el plástico. El cañón está equipado con múltiples zonas de calentamiento que derriten gradualmente el plástico a medida que avanza.
Tornillo alternativo: tornillo helicoidal que gira dentro del cañón. El tornillo tiene tres funciones principales: transportar los gránulos sólidos hacia adelante, derretir y mezclar el plástico mediante cizallamiento mecánico y contacto con el cilindro calentado, y actuar como émbolo durante la inyección. A medida que el tornillo gira, el plástico fundido que se acumula en su punta lo empuja hacia atrás. Una vez que se acumula suficiente material, el tornillo deja de girar y avanza hidráulica o eléctricamente, inyectando el plástico en el molde.
Boquilla: El componente al final del barril que se conecta al molde. Forma una conexión sellada que permite que el plástico fundido fluya desde el barril hacia el sistema de canales y las cavidades del molde.
Unidad de Sujeción: Esta unidad es responsable de mantener cerrado el molde durante la inyección y abrirlo para la expulsión de la pieza. Debe generar fuerza suficiente para contrarrestar la presión del plástico inyectado, que de otro modo forzaría la apertura del molde. La unidad de sujeción tiene varias partes clave:
Platina estacionaria: La placa frontal grande a la que se une la mitad fija del molde.
Platina móvil: La placa trasera que se desliza sobre las barras de unión (o rieles guía) y a la que se une la mitad móvil del molde.
Barras de unión (o tirantes): Varillas de acero pesadas que conectan los platos estacionarios y móviles y guían el movimiento de los platos móviles. También soportan la fuerza de sujeción.
Mecanismo de Sujeción: El sistema que genera la fuerza para mover el plato móvil y bloquear el molde. Puede ser un cilindro hidráulico (sujeción directa), un mecanismo de palanca (ventaja mecánica) o un servomotor eléctrico con husillo de bolas (completamente eléctrico).
Sistema eyector: Mecanismo dentro de la platina móvil que empuja la pieza solidificada fuera del molde cuando se abre. Por lo general, consta de pasadores expulsores que son impulsados hacia adelante por una placa expulsora.
Sistema de Control: El "cerebro" de la máquina. Las máquinas de moldeo por inyección modernas están controladas por un controlador lógico programable (PLC) con una interfaz de usuario (normalmente una pantalla táctil). El sistema de control monitorea y regula todos los parámetros de la máquina, incluidas temperaturas (zonas del cilindro, molde), presiones (inyección, retención, contrapresión), velocidades (rotación del tornillo, inyección, sujeción), posiciones y tiempos. Almacena configuraciones específicas del molde para cambios rápidos y proporciona información de diagnóstico.
Sistema de accionamiento hidráulico o eléctrico: La fuente de energía para los movimientos de la máquina.
Máquinas hidráulicas: utilice bombas, válvulas y cilindros hidráulicos para alimentar la unidad de inyección, la unidad de sujeción y el eyector. Son robustos y rentables para máquinas grandes pero consumen más energía.
Máquinas totalmente eléctricas: utilice servomotores y husillos de bolas para todos los movimientos. Ofrecen mayor precisión, repetibilidad y eficiencia energética, ya que los motores solo consumen energía cuando están en movimiento. Son más silenciosas y limpias que las máquinas hidráulicas.
Máquinas híbridas: combinan tecnologías hidráulicas y eléctricas, y a menudo utilizan accionamientos eléctricos para funciones precisas como inyección y un sistema hidráulico para sujeción.
¿Cómo funciona el proceso de moldeo por inyección, paso a paso?
El proceso de moldeo por inyección es una operación cíclica que consta de cuatro etapas principales, que se repiten continuamente para producir piezas.
Paso 1: Sujeción: El ciclo comienza con la unidad de sujeción cerrando el molde. La placa móvil avanza hasta que las dos mitades del molde hacen contacto y el mecanismo de sujeción aplica toda su fuerza para bloquear el molde cerrado de forma segura. La fuerza de sujeción requerida se calcula en función del área proyectada de las piezas y la presión de inyección.
Paso 2: Inyección y empaque: Con el molde sujeto, la unidad de inyección avanza para que la boquilla entre en contacto con el casquillo del bebedero del molde. Luego, el tornillo actúa como un émbolo, avanzando a una velocidad y presión controladas, forzando el plástico fundido a través de la boquilla hacia el sistema de canales y las cavidades del molde. Una vez que la cavidad está casi llena, la máquina cambia a una presión de retención (empaque). Esta presión más baja continúa forzando una pequeña cantidad de plástico adicional hacia la cavidad para compensar la contracción del material a medida que se enfría y solidifica. La etapa de inyección y empaquetamiento es crítica para la calidad de la pieza, ya que previene defectos como disparos cortos, marcas de hundimiento y deformaciones excesivas.
Paso 3: Enfriamiento y plastificación: Después de que la compuerta (la pequeña abertura hacia la cavidad) se congele, ya no se necesita la presión de retención. Comienza la etapa de enfriamiento, durante la cual el plástico dentro del molde se solidifica a medida que el calor se transfiere a los canales de enfriamiento del molde (por los que circula agua o aceite). Al mismo tiempo, el tornillo de la unidad de inyección comienza a girar. A medida que gira, transporta nuevos gránulos de plástico desde la tolva, derritiéndolos mediante cizallamiento mecánico y calor de los calentadores del barril. Este plástico fundido se acumula en la parte frontal del tornillo, empujándolo hacia atrás. Cuando se ha acumulado suficiente material para el siguiente disparo, el tornillo deja de girar. Esta fase de plastificación ocurre simultáneamente con el enfriamiento de la pieza actual, optimizando el tiempo del ciclo.
Paso 4: Expulsión: Una vez transcurrido el tiempo de enfriamiento y la pieza está suficientemente rígida, la unidad de cierre abre el molde retrayendo el plato móvil. Cuando se abre el molde, la pieza normalmente permanece en la mitad móvil (unida al núcleo). Luego se activa el sistema expulsor de la máquina, empujando los pasadores expulsores hacia adelante contra la pieza para expulsarla del molde. La pieza cae en un contenedor o en una cinta transportadora. Luego el molde se cierra nuevamente y el ciclo se repite.
¿Cuáles son los principales tipos de máquinas de moldeo por inyección?
Las máquinas de moldeo por inyección se clasifican principalmente por el tipo de sistema de accionamiento que utilizan y por su configuración mecánica. El tipo de sistema de propulsión tiene un impacto significativo en el rendimiento, el consumo de energía y el costo.
Máquinas de moldeo por inyección hidráulicas: Son del tipo tradicional y común, especialmente para máquinas más grandes. Utilizan bombas hidráulicas para generar alta presión y fuerza. Las máquinas hidráulicas son conocidas por su robustez, su gran capacidad de tonelaje y su precio de compra inicial relativamente más bajo. Sin embargo, son menos eficientes energéticamente que las máquinas eléctricas porque la bomba funciona continuamente. También requieren aceite hidráulico, que requiere mantenimiento y presenta un riesgo potencial de incendio. Pueden ser más ruidosas y tener un control ligeramente menos preciso que las máquinas eléctricas.
Máquinas de moldeo por inyección totalmente eléctricas: estas máquinas utilizan servomotores para impulsar todos los movimientos, incluida la rotación del tornillo, la inyección, la sujeción y la expulsión. Ofrecen varias ventajas: alta eficiencia energética (los motores solo consumen energía cuando están en movimiento), precisión y repetibilidad excepcionales, funcionamiento más silencioso y limpieza (sin aceite hidráulico). Son particularmente preferidos para moldear piezas de precisión en entornos de salas blancas o para aplicaciones con tolerancias estrictas. Su costo inicial es generalmente más alto que el de las máquinas hidráulicas, pero esto puede compensarse con ahorros de energía con el tiempo.

El molde para vasos de plástico de espacio delgado representa una innovación ...

Nuestro molde para cajas de plástico para alimentos/bebidas está meticulosame...
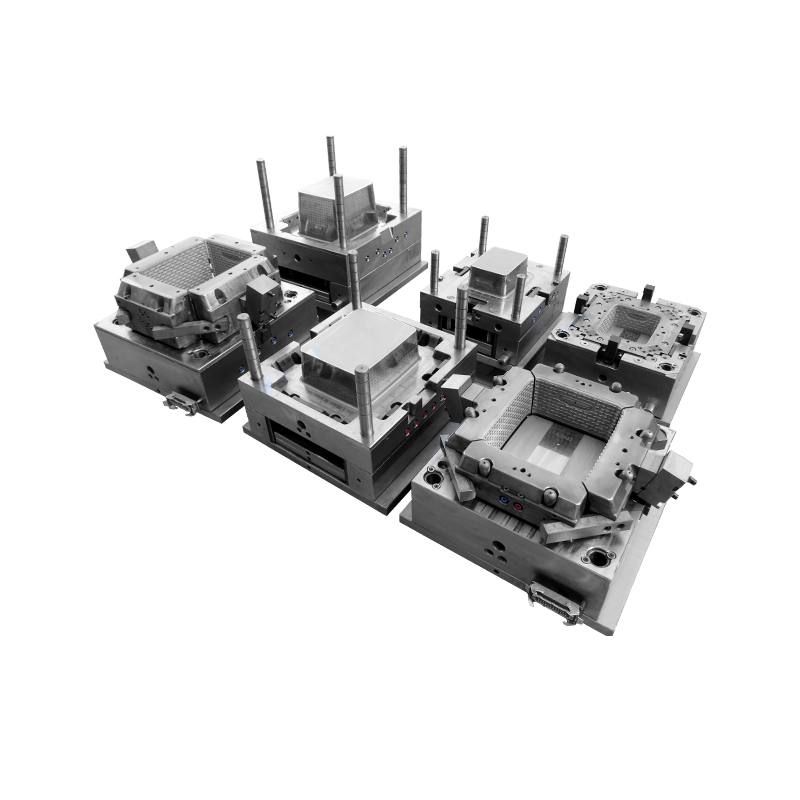
En el ámbito de las soluciones de almacenamiento de muebles de plástico, nues...

En el ámbito del diseño de muebles contemporáneos, el taburete de ratán de pl...
Taizhou Huangyan Edge Mould Co., Ltd.
Teléfono: +86-15068654601
Correo electrónico: [email protected]
Dirección: No.62 Zhao Feng Road, Huangyan, Taizhou, Zhejiang, China
Derechos de autor © Taizhou Huangyan Edge Mould Co., Ltd. Todos los derechos reservados.