
 English
English Español
Español عربى
عربىEl molde para vasos de plástico de espacio delgado representa una innovación ...
-

+86-15068654601
-

No.62 Zhao Feng Road, Huangyan, Taizhou, Zhejiang, China
+86-15068654601
No.62 Zhao Feng Road, Huangyan, Taizhou, Zhejiang, China
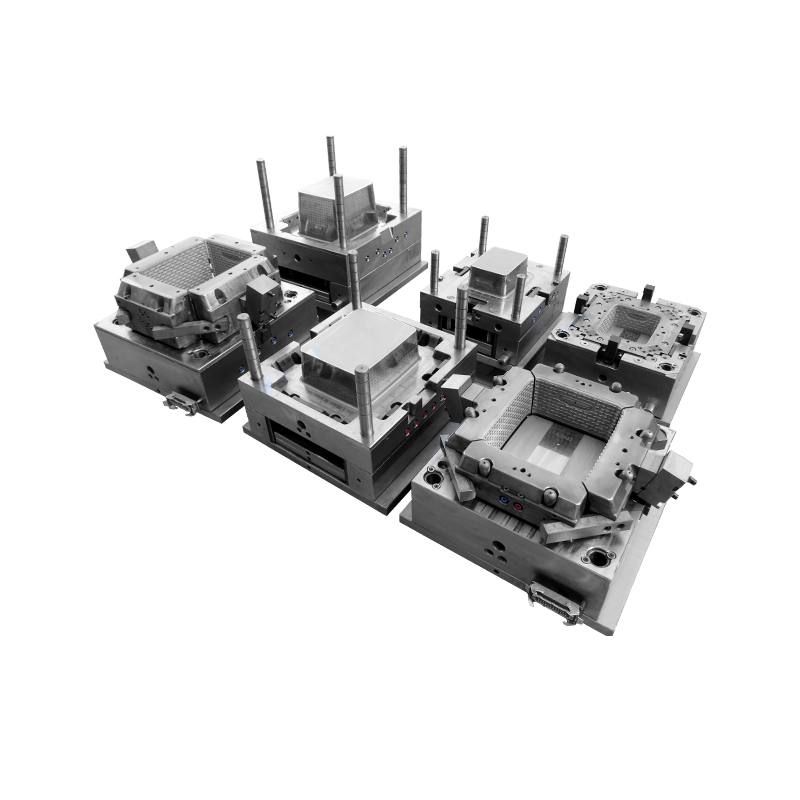
Un cubo de plástico parece sencillo. Un cilindro cónico con mango. Pero el molde que lo produce tiene que llenar una cavidad profunda y de paredes delgadas sin disparos cortos, liberar la pieza sin arrastrarla y formar los accesorios del mango para que sobrevivan a un cubo lleno que se deja caer sobre el concreto. un fábrica de moldes para cubos vive con la realidad de que estos moldes ejecutan millones de ciclos en líneas de producción sucias y de alta velocidad. La diferencia entre una herramienta que necesita cuidados constantes y una que simplemente funciona está en la ubicación de la puerta, el diseño de enfriamiento y la forma en que están formadas las orejetas de las manijas.

Los cubos se llenan desde el fondo, generalmente a través de un canal caliente que cae hasta el centro de la base. Esa compuerta central empuja la masa fundida radialmente hacia afuera y hacia arriba, creando un frente de flujo uniforme que llega al borde al mismo tiempo en todos sus lados. Una puerta descentrada ocupa primero un lado. El frente de flujo se enfría de manera desigual. La pieza se deforma.
La propia puerta deja una pequeña marca testigo en la base. Para un balde apto para uso alimentario, esa marca debe ser suave, sin hilos ni bordes afilados que atrapen el producto. Una compuerta de válvula se cierra limpiamente y deja una superficie nivelada. Una puerta térmica deja una pequeña protuberancia. Cualquiera de los dos puede funcionar. Una fábrica de moldes para cubos debe recomendar el tipo de compuerta en función de la resina y el uso final, no por defecto uno u otro.
Puntos clave a comprobar:
Los cubos tienen paredes que se estrechan desde unos pocos milímetros en la base hasta una sección más delgada en el borde. El enfriamiento desigual deforma el cubo y dificulta el apilamiento. El lado central del molde (el interior del cubo) es más difícil de enfriar porque es profundo y estrecho. Los canales de agua desconcertados o un tubo burbujeador que dispara refrigerante hacia el centro del núcleo extraen el calor de la base del núcleo, donde hace más calor. Una fábrica de moldes para cubos que perfora líneas rectas simples y da por terminada deja el núcleo caliente en el extremo ciego. El tiempo del ciclo se alarga.
El lado de la cavidad necesita canales de enfriamiento uniformes que sigan el cono. El enfriamiento conformado, con canales mecanizados cerca de la superficie de la cavidad, extrae el calor más rápido y de manera más uniforme que las líneas rectas perforadas con pistola enterradas profundamente en el acero. El enfriamiento conformado cuesta más construir. Se amortiza con ciclos más cortos y piezas más planas.
Qué preguntar sobre la refrigeración:
El asa de un cubo de plástico se balancea desde orejetas moldeadas en la pared lateral cerca del borde. Esas orejetas son secciones gruesas en relación con la pared. Sostienen un mango de alambre de acero bajo todo el peso de un cubo lleno. La geometría de las asas debe llenarse por completo, lo que significa una ventilación adecuada en la punta de las asas, donde se forman trampas de aire. Una fábrica de moldes para cubos que no ventila adecuadamente las cavidades de las orejetas recibe disparos cortos en el punto de fijación del mango. Un cubo con una tapa insuficientemente llena no pasa la prueba de elevación.
El hombro de apilamiento (el escalón cerca del borde donde un cubo descansa dentro de otro) necesita suficiente tiro para liberarse, pero suficiente interferencia para evitar que se agrupe demasiado. Dos cubos atascados ralentizan una línea de llenado. Una fábrica de moldes para cubos que mecaniza el paso de apilamiento con un espacio preciso y pule las superficies libera cubos que se separan fácilmente.
Detalles críticos:
Un cubo profundo necesita un sistema de expulsión robusto. Un anillo extractor que empuja toda la circunferencia de la llanta libera la pieza de manera uniforme y sin distorsión. Los pasadores eyectores de un cucharón profundo pueden atravesar la pared delgada o dejar marcas blancas de tensión. El anillo extractor debe sincronizarse para que se mueva con el núcleo durante la apertura del molde y luego se active en el movimiento correcto para empujar el cubo. Una fábrica de moldes para cubos que se equivoca en este momento envía un molde en el que el cubo se pega al núcleo cada pocos ciclos, lo que hace que la línea se caiga.
Informe de flujo del molde que cubre el tiempo de llenado, la posición de la línea de soldadura y la predicción del hundimiento en las orejetas del mango.
Los moldes del cubo se desgastan. La zona de la puerta sufre el mayor estrés térmico y mecánico. Los pasadores guía del anillo extractor necesitan lubricación regular y eventual reemplazo. Una fábrica de moldes para cubos que almacena núcleos, cavidades, inserciones de compuerta y componentes extractores de repuesto respalda un molde durante toda su vida útil. Una empresa que trata cada molde como un proyecto único tardará en suministrar repuestos cuando un núcleo se dañe en la prensa.
Pregunte sobre el inventario de repuestos y los plazos de entrega antes de realizar el pedido. La respuesta le indica si la fábrica espera respaldar su acero.

El molde para vasos de plástico de espacio delgado representa una innovación ...

Nuestro molde para cajas de plástico para alimentos/bebidas está meticulosame...
En el ámbito de las soluciones de almacenamiento de muebles de plástico, nues...

En el ámbito del diseño de muebles contemporáneos, el taburete de ratán de pl...
Taizhou Huangyan Edge Mould Co., Ltd.
Teléfono: +86-15068654601
Correo electrónico: [email protected]
Dirección: No.62 Zhao Feng Road, Huangyan, Taizhou, Zhejiang, China
Derechos de autor © Taizhou Huangyan Edge Mould Co., Ltd. Todos los derechos reservados.