
 English
English Español
Español عربى
عربىEl molde para vasos de plástico de espacio delgado representa una innovación ...
-

+86-15068654601
-

No.62 Zhao Feng Road, Huangyan, Taizhou, Zhejiang, China
+86-15068654601
No.62 Zhao Feng Road, Huangyan, Taizhou, Zhejiang, China
el Proveedor de máquinas de moldeo por inyección de plástico opera en un proceso cíclico con cuatro fases principales, coordinadas por varios subsistemas integrados. El proceso central comienza con la sujeción: las dos mitades de un molde de acero se cierran hidráulica o eléctricamente y se mantienen juntas con una fuerza significativa (medida en toneladas de sujeción) para resistir la presión de inyección. Lo siguiente es la inyección: los gránulos de resina plástica se alimentan desde una tolva a un barril calentado donde un tornillo giratorio los transporta hacia adelante. La combinación del corte mecánico del tornillo y el calor de las bandas del cilindro derrite el plástico. Luego, el tornillo deja de girar y actúa como un émbolo, inyectando el plástico fundido a alta presión a través de una boquilla en la cavidad del molde.
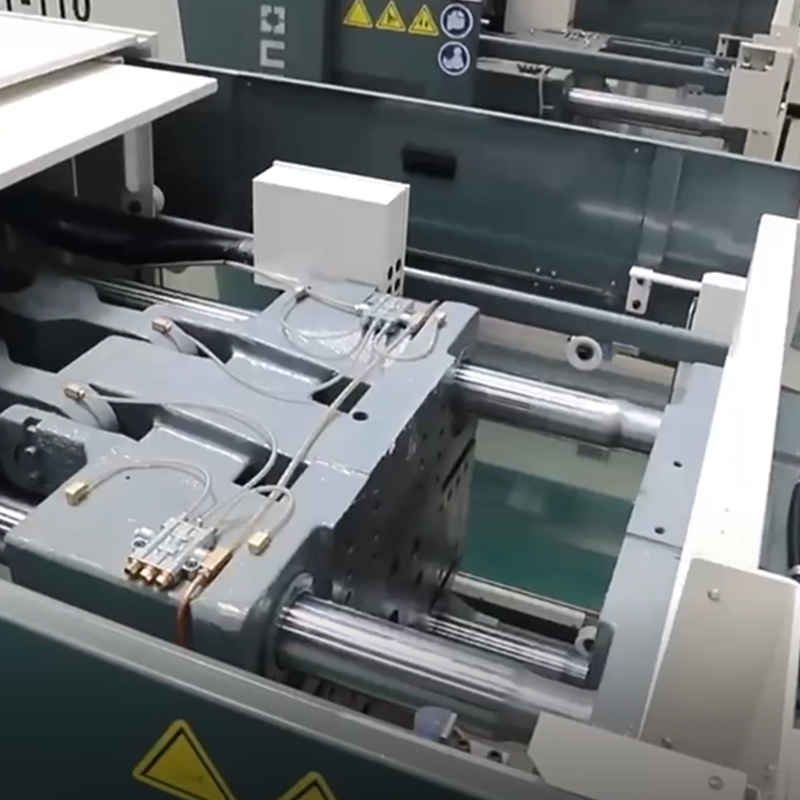
el third phase is cooling (or dwelling): the plastic inside the mold cools and solidifies into the shape of the cavity. During this time, the screw may rotate again to prepare the next shot of material (a process called plasticizing or recovery). The final phase is ejection: the mold opens, and ejector pins push the solidified part out. The mold then closes, and the cycle repeats.
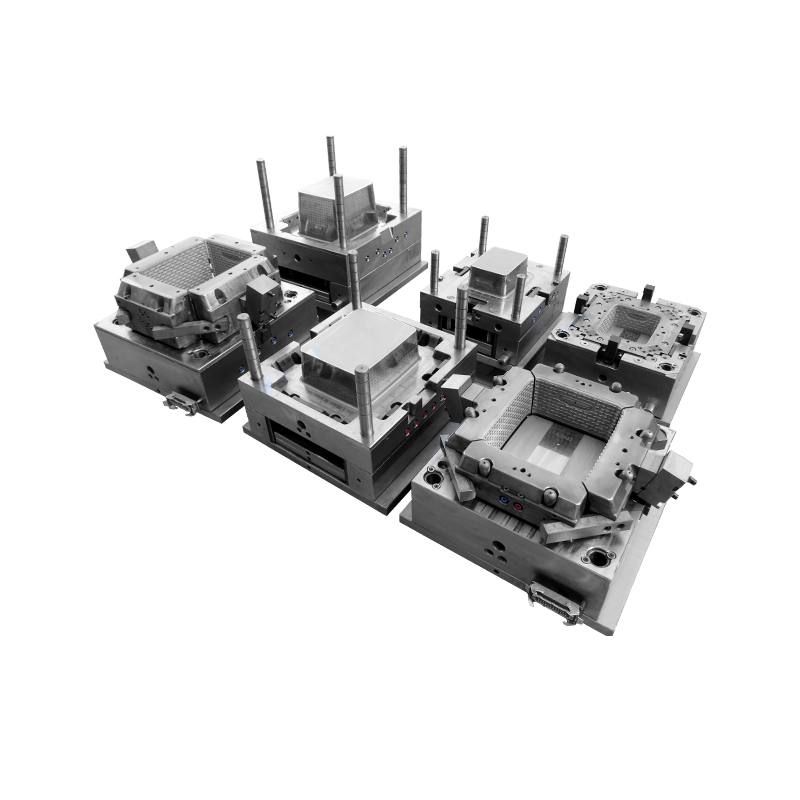
el main mechanical subsystems that enable this are the injection unit (hopper, barrel, screw, and hydraulic or electric drives), the clamping unit (the mechanism that opens, closes, and holds the mold), the mold, which is a separate tool mounted onto the machine platens, and the control system, which regulates temperatures, pressures, speeds, and timing.
el distinction lies in the primary drive technology for the screw and clamping movements. Hydraulic machines use hydraulic pumps and cylinders. They are known for high clamping force at a relatively lower initial cost and are robust for molding abrasive materials. Their disadvantages include higher energy consumption due to constant pump operation and potential for oil leaks and maintenance.
Las máquinas eléctricas utilizan servomotores para impulsar todos los movimientos mediante husillos de bolas. Ofrecen alta precisión, repetibilidad, tiempos de ciclo más rápidos y ahorros de energía significativos, ya que la energía se utiliza sólo durante el movimiento. Son más limpios y silenciosos, pero generalmente tienen un precio de compra más alto y pueden ser menos adecuados para aplicaciones con fuerzas de sujeción muy altas.
Las máquinas híbridas combinan tecnologías, normalmente utilizando servomotores eléctricos para la unidad de inyección (para un control preciso del disparo) y sistemas hidráulicos para la acción de sujeción de alta fuerza. Su objetivo es equilibrar la precisión y la velocidad de la electricidad con el perfil de potencia y costes de la hidráulica.
La selección depende de las prioridades de la aplicación. Las máquinas eléctricas se eligen a menudo para piezas de alta precisión (médicas, ópticas) y cuando los costes energéticos son una preocupación importante. Las máquinas hidráulicas son comunes para piezas más grandes y menos críticas desde el punto de vista geométrico y en entornos sensibles a los costos. El tonelaje de sujeción requerido, calculado en función del área proyectada de la pieza y la presión de inyección necesaria, es el criterio de tamaño principal, independientemente del tipo de transmisión.
Varios defectos recurrentes pueden atribuirse a desequilibrios en los parámetros del proceso de moldeo. Los disparos cortos (llenado incompleto del molde) son causados por una presión o velocidad de inyección insuficiente, una temperatura baja del material o una ventilación bloqueada. Las marcas de hundimiento (depresiones en secciones gruesas) se deben a una presión o tiempo de empaque insuficiente, lo que hace que el material se contraiga hacia adentro a medida que se enfría. La rebaba (exceso fino de plástico en la línea de separación del molde) indica que la fuerza de sujeción es demasiado baja para la presión de inyección, que el molde está desgastado o que la velocidad de inyección es demasiado alta.
La deformación (distorsión de la pieza después de la expulsión) suele ser un problema de enfriamiento, causado por un enfriamiento desigual en diferentes lados de la pieza o por la expulsión mientras la pieza aún está demasiado caliente. Las marcas de quemaduras (decoloración negra o marrón) son causadas por el aire atrapado que se comprime y se enciende (diésel) debido a una ventilación deficiente o una velocidad de inyección excesiva. Abordar estos defectos implica un ajuste sistemático de los perfiles de temperatura, la velocidad de inyección y los perfiles de presión de la máquina, la presión de empaque y el tiempo de enfriamiento.
Las máquinas de moldeo por inyección están equipadas con múltiples sistemas de seguridad debido a la presencia de alta presión, alta temperatura y potentes componentes móviles. La principal protección es la puerta de seguridad o el bloqueo de la puerta. Esto evita eléctrica y mecánicamente que el molde se cierre mientras la puerta está abierta, protegiendo al operador. La protección contra sobrecarga hidráulica evita que el sistema exceda los límites de presión seguros. Las protecciones de la máquina rodean el área de sujeción y el mecanismo de accionamiento del tornillo.
Las precauciones operativas son esenciales. Sólo personal capacitado debe operar o configurar la máquina. Se deben seguir procedimientos adecuados de bloqueo/etiquetado en todo el mantenimiento para aislar las fuentes de energía. El molde debe estar montado de forma segura y se debe establecer el tonelaje correcto para evitar rebabas o daños. Los operadores deben utilizar equipo de protección personal adecuado, como guantes resistentes al calor, al manipular piezas calientes o material purgado. Se requiere un mantenimiento regular del sistema hidráulico, los calentadores y los dispositivos de seguridad para garantizar que estos sistemas de protección funcionen según lo diseñado.

El molde para vasos de plástico de espacio delgado representa una innovación ...

Nuestro molde para cajas de plástico para alimentos/bebidas está meticulosame...
En el ámbito de las soluciones de almacenamiento de muebles de plástico, nues...

En el ámbito del diseño de muebles contemporáneos, el taburete de ratán de pl...
Taizhou Huangyan Edge Mould Co., Ltd.
Teléfono: +86-15068654601
Correo electrónico: [email protected]
Dirección: No.62 Zhao Feng Road, Huangyan, Taizhou, Zhejiang, China
Derechos de autor © Taizhou Huangyan Edge Mould Co., Ltd. Todos los derechos reservados.